
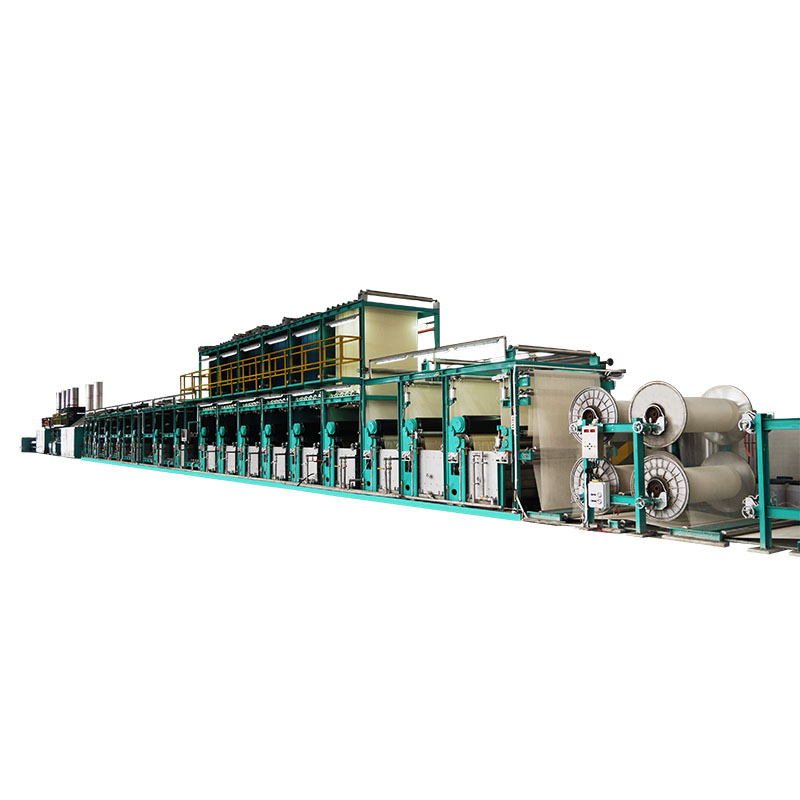
China Indigo Slasher Dyeing Range leverantör
Specifikationer
| 1 | Maskinhastighet (färgning) | 6 ~ 36 M/min |
| 2 | Maskinhastighet (storlek) | 1 ~ 50 M/min |
| 3 | Luftningslängd | 32 M (vanligt) |
| 4 | Ackumulatorkapacitet | 100 ~ 140 M |


Beam Creels
Drag
| 1 | Färgning + Limning |
| 2 | Effektiv produktion |
| 3 | Minsta garnbrott |
| 4 | Flera produktionslägen |
| 5 | Mycket automatiserad produktion |

Balkbroms

Elskåp med delvis skymd utsikt
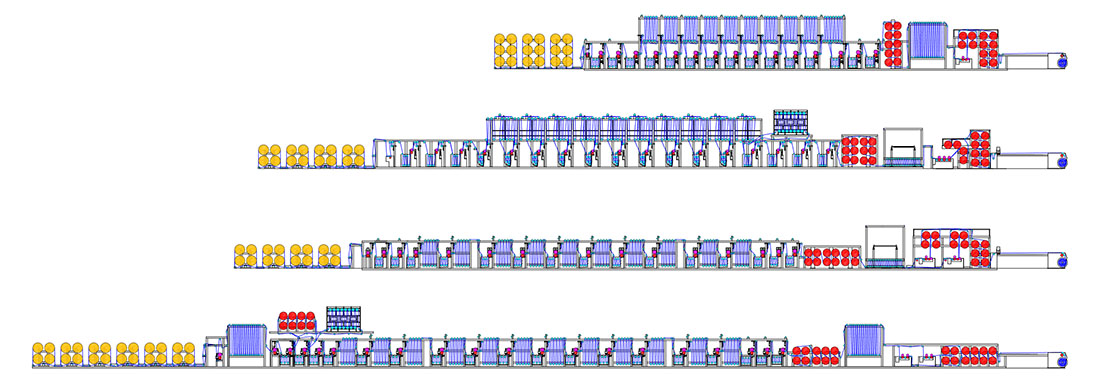
Principer för slasher indigofärgning
1. Garn prepareras först (med kulvarpningsmaskin för repfärgning, med direktvarningsmaskin för slasherfärgning) och utgå från balkrullarna.
2. Förbehandlingslådor förbereder (genom att rengöra & blöta) garnet för färgning.
3. Färglådor färgar garnet med indigo (eller andra typer av färg, t.ex. svavel).
4. Indigo reduceras (i motsats till oxidation) och löses i färgbadet i form av leuko-indigo i en alkalisk miljö, med hydrosulfit som reduktionsmedel.
5. Leuco-indigo binder med garn i färgbadet, och bringas sedan i kontakt med syre på luftningsramen, leuco-indigo reagerar med syre (oxidation) och blir blå.
6. Upprepade doppnings- och luftningsprocesser gör att indigo gradvis utvecklas till en mörkare nyans.
7. Eftertvättslådor tar bort de överflödiga kemikalierna på garnet, ytterligare kemiska medel kan också användas i detta skede för olika ändamål.
8. limningsprocessen görs direkt efter färgning på samma maskin, slutliga balkar är redo för vävning.
9. Produktivitetsmässigt har en slasherfärgningsserie vanligtvis ungefär HALVA så stor produktionskapacitet som 24/28 repfärgningsintervall.
10. Produktionskapacitet: Cirka 30 000 meter garn av en slasher-färgningsserie.

Headstock

Storlekslåda

Delad zon

Ovanifrån av slasher-färgningsmaskin


Automatisk spänningskontroll

Endress+Hauser Flödesmätare

Översta ark & Nedre ark




