
DETEKTIONSSYSTEM FÖR RINGSPINNANDE GARN



Industribakgrund
För närvarande påverkas textilföretagens effektivitet huvudsakligen av arbetskostnader, utrustningsstatus, affärsverksamhet och andra faktorer, spinnprocessen är nyckelprocessen för kvalitet hos spinnerier, svår att hantera, det mest direkta svaret på dess hantering är uppgifterna från Garnbrott. Därför är hur man upptäcker och minskar brott den högsta prioritet för spinnhantering. Vi vet att 30 % till 35 % avbrott orsakas av 5 % bakåtriktade spindlar. Den traditionella metoden är att ta reda på dessa 5 % defekta spindlar genom att resa ,reparation av mekaniker och provtagning av testare, men det finns många nackdelar.
Vi utvecklade on-line detekteringssystem. Det kan i rätt tid och effektivt lokalisera maskinens avbrottsposition och avsevärt förbättra ringramarnas arbetseffektivitet. Vårt företag strävar efter att tillhandahålla avancerad intelligent modifieringstjänst för spinningsprocessen i textilföretag, accelerera uppgraderingen av spinnutrustningen för att förbättra företagens konkurrenskraft och inte spara några ansträngningar för att hjälpa användarna att maximera vinsten genom att använda effektiva och intelligenta metoder för produktionskontroll.
Systemsammansättning
Systemet består huvudsakligen av övervakningsanordningar och ställdon.
Övervakningsanordningen innefattar övervakningsanordning med en enda spindel.
Taktuatorer består huvudsakligen av fyra delar: fotoelektriskt avkänningssystem för brytning, matningsanordning för rovingstopp, kontrolldisplay för växeländen och varningsindikering för ändbrott. Schematiskt diagram över systemmodulerna visas som bild 1 nedan. (Bland dem, spinning management plattform intelligent snurrande molnsystem, energiförbrukningsövervakning, miljöövervakning, indikering av brott och svag vridningstornlampa, spandexinställning, inställning av sugfläkthastighet, siro-inställning är valfria moduler, utan valfria moduler kommer då inte att visa motsvarande data ).
Systemfunktioner
Övervaknings- och kontrollsystemet har funktionerna för en enda maskinindikator och display, växeländdisplay, verkstadsdisplay, huvudserverdisplay, roving end break stop matning, snabb upptäckt av brott och exakt positionering, hjälper till att förstå nyckelpunkterna i kvaliteten på spinningsprocessen, minskar arbete och avfall och förbättrar kvaliteten.
Dess särskilt framträdande är att systemet har lagt till produktionsledningssystemet för spinning. Den kan samla in data från massdata, generera olika grafiska och textrapporter enligt kundernas behov, hjälpa fabrikstekniken och ledningspersonalen att analysera, hantera och fatta beslut och ge användarna bekvämligheten med hanteringen.
Produktionsledningssystemet innehåller huvudsakligen följande funktioner:
A) Kunna visa spindlar med sprickor, hitta felspindeln i tid och meddela mekanikern att reparera;
B) Ingen manual behövs för att kontrollera brytkvantiteter på 1000 spindlar/timme och avgångspauser kan ses online när som helst;
C) Inget behov av manuell kopiering av produktionsutbytet för varje skift, systemet genereras automatiskt;
D) Kan visa spindelhastighet, undvika låghastighetsspindel och minska svag vridning;
E) Kan när som helst kontrollera sorterna av spinning och maskinförhållanden för sorters schemaläggning;
F) Kan se drift och drifthastighet för alla maskiner;
G) Kan se förhållandet mellan hastighet och andra parametrar när som helst och kan optimera hastigheten.
Systemfunktioner
Övervaknings- och kontrollsystemet för ringramen är ett informations- och intelligent sätt. Det kan spela in all data och göra arbetet mer öppet och transparent, vilket hjälper ledningen av workshopgruppen och ger en vetenskaplig grund för företaget att fatta beslut och optimera processen. Systemet har nedan uppenbara funktioner
A) Det finns ingen kabelanslutning mellan varje sensor. Direkt insättning.
B) Den fotoelektriska (eller elektriska magnetiska) sonden har fördelarna med noggrannhet och känslighet, sonden är liten, installationsavståndet mellan sonden och ringen är stort, och ingen inverkan på hopsättning av garn och byte av resande.
C) Den roving-stoppmatningsanordning är lämplig för parallell- och V-ritning. Den antog flexibla moduler, inga extra kretslinjer behövs, identifierar automatiskt spindelpositionen, med enkel struktur och bekväm installation och underhåll. Roving-stoppanordningens känslighet inom 4 sekunder .
D) Varje set med skärm med människa-maskin-gränssnitt, ger snabba instruktioner för arbetarna och mekanikern.
E) Design med wifi-funktion, för framtida fjärrservice, bärbar dator och handenhet stabil trådlös anslutning.
Innebörden av pausövervakningsmodul
Avbrottsdetekteringsmodulen i systemet reflekteras huvudsakligen på lampan och displayen. Olika visningskategorier representerar olika betydelser. Detaljer enligt formulär 1 nedan.
| Placera | Kategorier | Inblandning |
| Spindelläge | Blå ljus blinkning | raster |
| Rött ljus blinkning | fel | |
| Rött ljus tänds | Svag twist | |
| Lila ljus blinkning | Sensorn är täckt | |
| lampa | Grönt ljus tänds | 1-4 pauser |
| Gult ljus tänds | 5-9 pauser | |
| Rött ljus tänds | 10-24 pauser | |
| Rött ljus blinkning | Pauser över 25 | |
| 2 färger alternativ blinkning | Utkastsvarning/moderkortsfel | |
| Visa | Bokstaven b+nummer | Paus kvantitet |
| Bokstaven E+nummer | Svag twistkvantitet | |
| Bokstaven F+nummer | Felmängd |
Anpassade maskintekniska huvudparametrar
Övervakningssystem anpassat till nedanstående 2 parametrar, andra parametrar anpassade efter krav.
| Inga. | Punkt | specifikation |
| 1 | Lämplig för garntyp | 14-100-tals bomull och blandning |
| 2 | Antal spindlar | Kort ram、Lång ram |
| 3 | Typ av utformning | parallell- och V-ritning |
| 4 | Spindelmätare | 68,75 MM, 70 MM, 75 MM |
| 5 | Diameter på axelvaggan | 28MM, 40MM |
| 6 | Typ av ring | Plan, konisk |
| 7 | Spindelnummer | Från växeländen (L/R) i ordning |
Systemets tekniska specifikation
Systemet kan realisera intelligent onlineövervakning i realtid. Dess arbetsprincip och arbetsdiagram visas i tabell 2 respektive tabell 3.
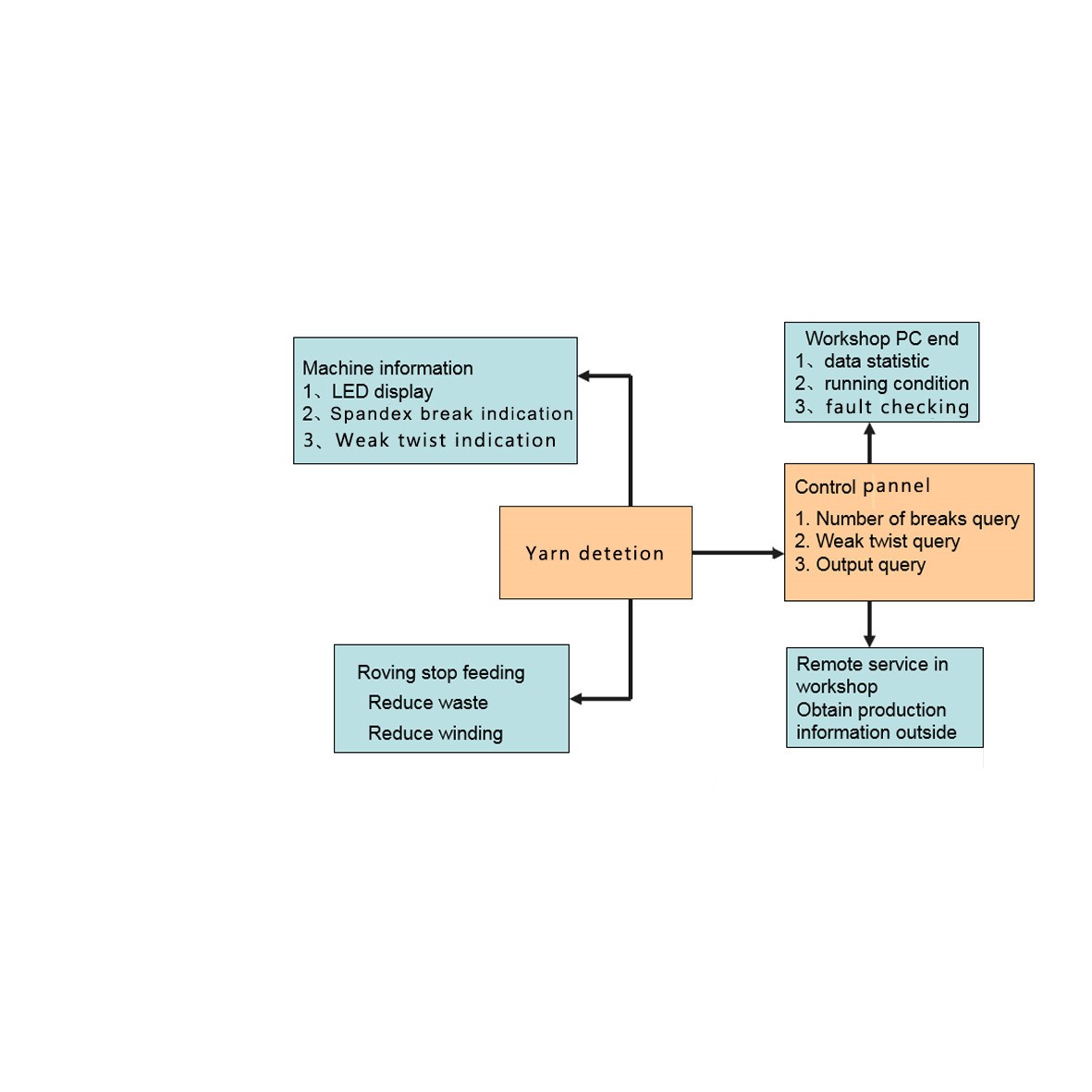
Garndetekteringssystemets arbetsprincip
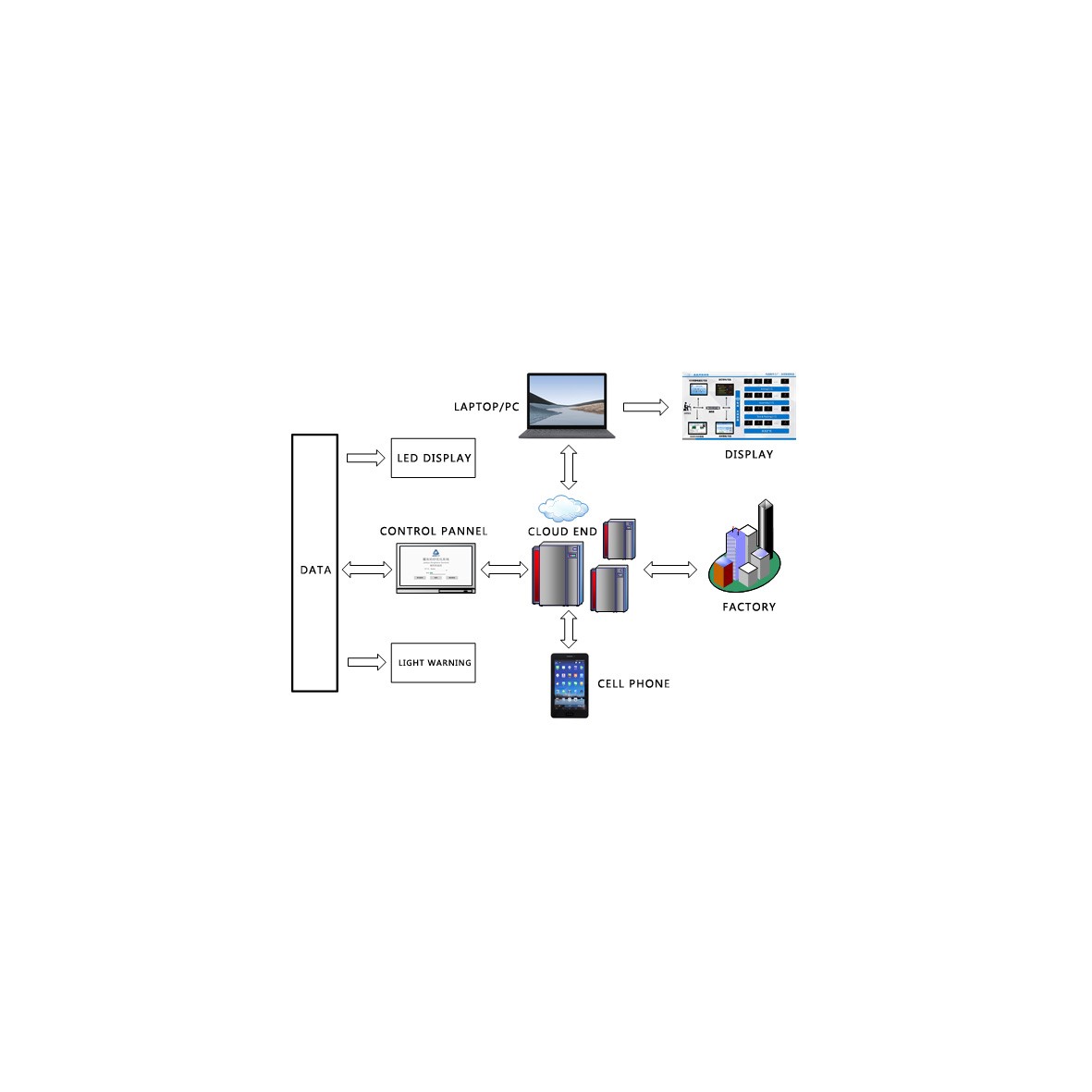
Arbetsdiagram för garndetekteringssystem
Övervakningssystemet för den snurrande ramen är intelligent, informativt och lätt. Dess huvudsakliga tekniska specifikationer visas i tabell 2 nedan.
| Punkt | Innehåll | JADEYO enkelspindelövervakningssystem 2.0 |
| Hårdvara | Sensorns prestanda | Fotoelektrisk, magnetisk |
| Specifikation för sensorkort | 24 spindlar 0,7kg | |
| Användarsluttyp | Stöd PC, mobil, bärbar dator, armband etc. | |
| Roving stopp | Samtidigt som paus inträffar | |
| Ritningskontroll | Displayrullens diameter, strömhastighet | |
| Produktionsövervakning | Visa garntyp, produktionshastighet, längd, avkastning, avtagningstider etc. | |
| Raser inträffade/1000 spindlar/timme | Kontrollera spindelhastigheten online och ändbrott inträffade/1000 spindlar/timme | |
| Doffing bryter analys | Kontrollera spindelhastigheten online och avbrott inträffade/1000/timme av varje avgång | |
| Larm för slutavbrott | Sensorljus blinkar, växelspakskontroll visar brytposition och display visar brytmängd | |
| Lite vridning | Sensorlampa på burken online kontrollera spindelhastigheten, brottkvantitet | |
| Sändningssätt | Det integrerade kretskortet är lätt att sätta in | |
| programvara | Nätverk med andra övervakningsenheter | Nätverk med flera maskiner kan bilda ett nätverk för övervakning av spinning och slutavbrott. |
| Användning av parametertabell | Befintliga rapporter kan anpassas efter behov och kan senare anpassas för att utveckla och sätta upp nya rapporter. | |
| Datadelning | Data är helt öppna, datagränssnittet stöder Ethernet, kompatibelt med HMES tillverkningsexekveringssystem, ERP-resursplaneringssystem, OA-kontorssystem och så vidare. | |
| Uppgraderingar av mjukvarufunktioner | Kan utvecklas igen och ha expansionsfunktion | |
| Kvalitetsstandard | Alla spindlar detekterar online | Korrekt utan felaktig information |
| Daglig felfrekvens för detektering av sond och annat elektriska komponenter | Inom 1/10000 är livslängden mer än 10 år |





